


프로세스 분석
펄프 및 제지 생산의 공정 제어
펄프 생산에는 여러 화학 물질 외에도 많은 양의 가성소다 수용액 및 이산화염소가 사용됩니다.
공정 제어에 사용되는 pH 센서는 부식성 화학 물질과 지속적으로 접촉할 때 높은 부하를 받습니다.
또한 공정 매질의 높은 섬유질 및 부유물 함량으로 인해 센서의 수명이 제한되어 짧은 시간이 지나면 측정 전극에 무거운 침전물과 부스러기가 형성됩니다.
거친 극성 화학 물질을 사용하며 오염도가 높은 공정 환경은 최소한의 시간으로 센서를 빠르고 간편하게 교체할 수 있도록 하는 측정 포인트를 요구합니다.
펄프 생산 및 제지 생산의 공정 제어를 위한 측정 센서
펄프 생산의 모든 것
119세기 중반 펄프지와 소위 황산 및 아황산 공정이 발명된 이래 목재로 종이를 생산할 수 있게 되었습니다. 황산 및 아황산 공정에서는 기계적으로 섬유로 추출된 목재를 가성소다 수용액 및 황화나트륨 또는 이산화황이 포함된 용액에 넣고 끓여 화학적으로 분해하여 포함된 셀룰로스 섬유에서 불필요한 성분을 제거합니다. 여기에는 특히 목질부를 구성하는 리그닌, "헤미셀룰로스"로 불리는 다당류, 수지 및 미네랄이 포함됩니다. 셀룰로스 섬유가 여러 단계의 후속 절차에서 수용액 형태로 세척 및 표백되는 동안 분리된 수지는 정제 후 비누와 페인트 등의 생산에서 사용되는 톨유를 생산하는 데 사용됩니다.
펄프 추출 및 제지 생산 공정
기본적인 원료 특성 외에도 섬유 소재가 가공 과정에서 거치는 다양한 세척 및 혼합 공정의 품질이 제품 품질에 중요한 역할을 합니다. 여기에는 주로 황산 공정법에 사용되는 "백액"에서 펄프를 끓이는 과정, 필터 라인에서 끓인 재료를 여과 및 세척하는 과정 그리고 펄프를 다양한 산화제로 번갈아 처리하는 다단계 타워 표백 공정이 포함됩니다.
그런 다음 "스톡"으로 지칭되는 펄프 슬러리를 "스톡 제조" 단계로 보냅니다. 이 단계에서는 먼저 레시피에 따라 혼합 통에서 다양한 섬유와 혼합 및 분쇄하고 추카올린, 탄산칼슘, 접착제 및 염료와 같은 첨가제를 추가하여 후속 종이의 원하는 특성을 얻습니다. "헤더박스"에서는 탈수 및 통기용 노즐을 통해 펄프를 스크린에 고르게 도포하여 제지 공장의 프레스 및 건조기 섹션으로 이송합니다.
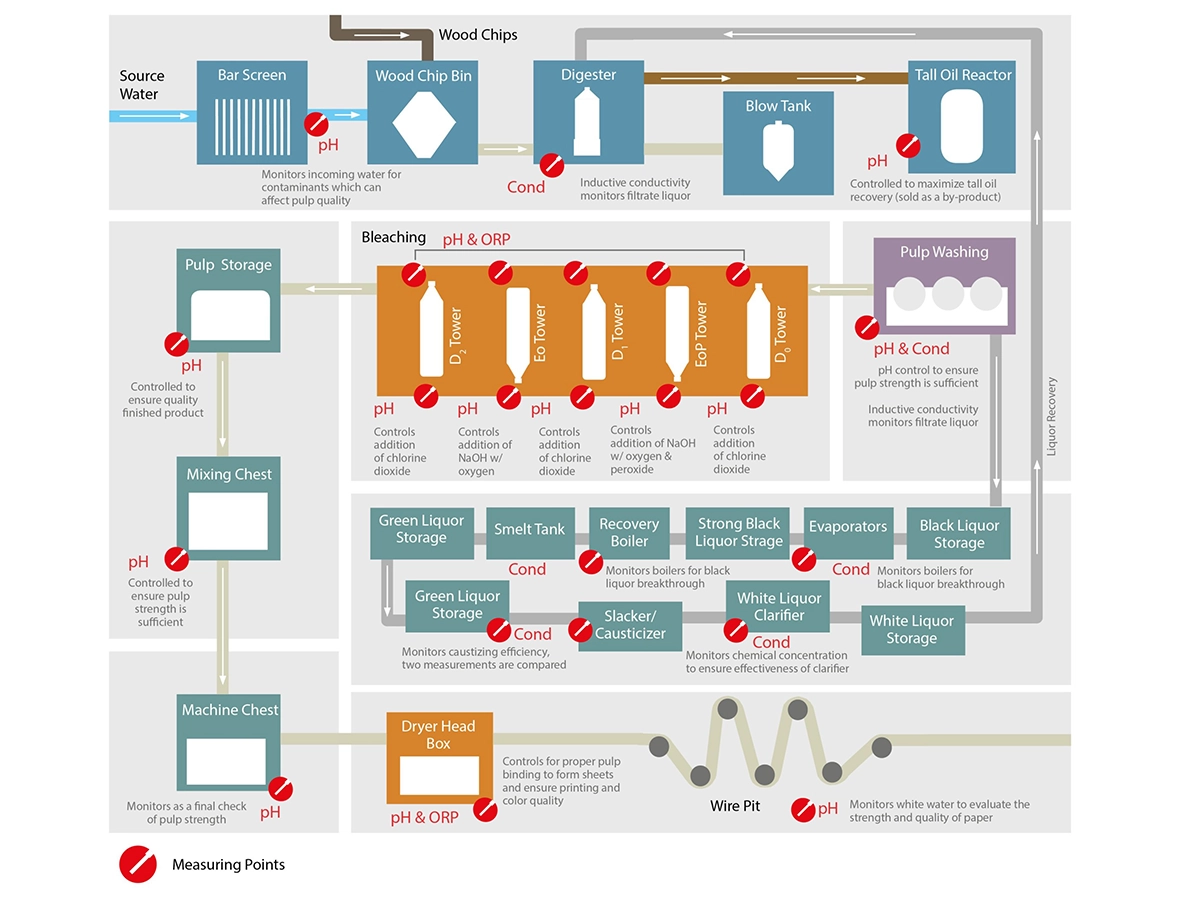
생산 공정의 중요한 측정 포인트
펄프 생산의 다양한 생산 구역에서는 여러 pH 및 전도도 측정 포인트를 통해 공정 품질을 보장해야 합니다. 특히 끓이는 과정이나 타워 표백 과정에서 기계 펄프를 과도하게 화학 펄프화하거나 표백제 사용량이나 잔류물을 충분히 제어하지 않으면 섬유질이 손상되고 강도가 떨어질 수 있습니다. 이러한 손상은 보드지 또는 종이의 열단 길이, 인열 저항 및 파열 파열 강도를 테스트하는 최종 품질 검사에서만 발견할 수 있습니다. 따라서 화학적 펄핑의 강도를 제어하고 조절해야 합니다. 이는 펄프 보일러의 백액 농도를 모니터링하는 데 사용되는 전도도 측정을 통해 수행됩니다.
고온 공정 매질은 알칼리성이 강하고 오염이 심하기 때문에 유도식 전도도 센서SE655는 부식에 강한 PEEK로 제작된 견고한 설계 덕분에 그 가치가 입증되었습니다. 심하게 오염되고 침전물이 축적되는 매질에서 산성 또는 염기성 농도 측정을 위해 고안된 센서의 전극은 매질과 직접 접촉하지 않습니다. 그 대신 SE655에는 대형 환상형의 센서 개방구가 있어 오염 위험을 최소화합니다.SE655는 -20 ... 110 °C의 온도에서 0.002 ... 2000 ms의 넓은 측정 범위를 위해 고안되었으며 최대 20 bar의 압력을 견딜 수 있습니다.
타워 표백에서 pH 측정 및 ORP 측정
타워 표백에서는 ORP 및 pH 측정이 주요한 역할을 합니다. 표백 절차는 잔류 리그닌과 같은 남은 잔류물을 제거하는 역할을 합니다. 이때 펄프는 타워형 용기에서 이산화염소와 수산화나트륨, 또는 보다 현대적인 친환경 공정에서는 과산화수소, 산소 및 오존을 번갈아 가며 여러 단계를 거쳐 처리됩니다.
표백 절차는 표백제와 표백되는 물질 간의 전자 교환을 기반으로 합니다. 표백제의 효과는 ORP 측정으로 측정할 수 있는 산화전위 크기에 따라 달라집니다. 고형 입자가 있는 매질은 일반적인 센서에서 기준 전극을 빠르게 차단하므로 여기에서는 Memosens ORP 센서SE564가 사용되며, 이 센서는 이중 개방형(open type) 홀을 통해 이러한 위험을 배제합니다. 최신 폴리머 전해질을 사용한 기준 전극 시스템은 장기적으로 안정적인 -1500 mV ... 1500 mV의 전위 측정을 보장합니다.
각 표백 공정이 끝나면 펄프를 세척하고 다음 타워에서 다른 화학 물질과 접촉하기 전에 pH 측정을 통해 표백제 잔류물을 점검해야 합니다. 세척 후 pH 점검 시에는 유지·보수 필요성이 적은 Memosens 센서SE571가 사용됩니다. 이 센서는 오염물 함량이 높고 이온 강도가 극도로 높은 매질에서의 측정을 위해 개발되었습니다. 이 센서의 기준 전극 시스템은 오염도 및 막힘이 최소화된 PTFE 링 개방구를 통해 공정 매질과 접촉합니다. 또한 이 센서는 자체 전해질 저장고를 통해 침출로부터 보호됩니다. 은 이온 누출 방지 장치가 있는 특수 배스 카트리지는 기준 전극 시스템의 오염을 방지합니다.
사용된 화학 물질의 재생
펄프 공장의 경제적인 운영을 위해서는 사용하는 화학 물질이 중요합니다. 따라서 펄프 생산 설비의 대부분은 끓이는 과정과 펄프화된 목재 섬유를 여과/세척하는 과정에서 생성되는 흑액 처리에 사용됩니다. 흑액의 처음 고체 함량은 최대 20 %입니다. 이 고체 함량은 증발 설비를 통해 약 80 %까지 증가하여 현재 생산된 걸쭉한 액체에 황산나트륨을 첨가하여 소각 수 있습니다.
여기에서 방출된 에너지를 전기 및 공정용 열로 변환하여 펄프 공장은 전체 에너지 필요량의 대부분을 충당합니다. 동시에 이 걸쭉한 액을 소각할 때는 탄산나트륨과 황산나트륨에서 발생하는 멜트가 남으며 이를 물에 녹이면 소위 녹액이됩니다. 이어서 석회유를을 이용하여 녹액을 가성화(알칼리화)하면 수산화나트륨과 석회 슬러지가 발생하며, 이러한 석회 슬러지는 여과 또는 침전을 통해 분리할 수 있습니다. 이러한 방식으로 녹액에서 백액을 재생하여 다시 가열 공정에 사용하는 반면에 분리된 석회는 건조와 소성 후 다시 백액 생성에 사용됩니다.
펄프 세척의 여러 단계 외에도 흑액 사이클의 다양한 스테이션에서 필요한 전도도 측정을 위해서는 SE630모델의 Memosens 센서가 사용됩니다. 측정 범위가 10 µS/cm ... 20 µS/cm인 전도도 센서는 최대 16 bar의 높은 압력과 최대 135 °C의 고온에서 사용하도록 설계되었습니다. 이는 화학적, 열적 및 기계적 내성이 뛰어나고 세정이 간단하여 매우 유연하게 사용할 수 있습니다. 화학 물질 재생 사이클에서 이 센서는 흑액 보일러에서 높은 흑액 농도 모니터링 및 녹액 가성화 시 효율성 점검에 사용됩니다.
기술 인력의 안전
펄프 생산의 많은 측정 포인트는 기술 인력이 머무는 시간을 최소화해야 하는 환경에 배치되어 있습니다. 고체 함량이 높은 극성 공정 매질로 인해 앞서 소개된 센서 역시도 매우 견고한 설계에도 불구하고 수명이 제한되지만 유지·보수에 드는 수고가 감소하여 관련 인력이 측정 포인트에 머무르는 시간이 크게 절감됩니다. 사전 교정된 Memosens 센서를 사용하여 현장에서의 교정이 완전히 불필요합니다. 또한 Memosens 센서는 고정 배선된 유선 전극과는 달리 총검식 잠금 장치를 사용한 퀵 커넥터로 인해 매우 짧은 시간 안에 연결 및 분리할 수 있습니다.
센서 데이터 및 공급 전압을 유도식으로 전달하는 Memosens 센서 연결용 부품이 습기와 침전물에 영향을 전혀 받지 않으므로 기존 제품 교체 시 필요한 모든 케이블 관리도 불필요합니다. Memosens 센서를 사용한 인라인 측정을 위해 모든 사용 사례에 맞는 다양한 공정 체결 외에도 SensoGate 제품군의 개폐식 피팅도 제공됩니다. 이 개폐식 피팅은 센서를 구간에 맞춰 완전 자동식으로 공정에서 제거하고 세정, 교정한 뒤 다시 공정 위치로 이동시킬 수 있습니다.
이 개폐식 피팅의 세척 챔버는 공정으로부터 완벽하게 차단되어 있어 최대의 공정 압력이 가해진 상태에서도 센서 유지·보수를 수행할 수 있습니다. 수동 조작 가능한 개폐식 피팅SensoGate WA131M은 인라인 센서의 빠른 교체를 위한 매우 경제적인 솔루션을 제공합니다.
투자 수익
- SE571또는SE655와 같은 pH 및 전도도 센서의 특히 견고한 설계와 오염 방지 설계는 12 이상의 pH값이나 고형물 함량이 높은 매질에서도 장기간 안정적으로 신뢰할 수 있는 측정을 보장합니다.
- 유해 화학 물질이 있는 열악한 공정 환경에서는 기술 인력의 현장 투입을 최소한으로 제한해야 합니다.
- 기존 측정 기기와 달리 Memosens 센서는 최단 시간 내에 교체할 수 있습니다. 실험실에서 Memosens 센서를 사전 교정하는 옵션과 현장에서 무선 플러그 연결부로 시간을 절약할 수 있어 단 몇 분 만에 센서를 교체할 수 있습니다.
- 퀵 커넥터 장치를 사용하고 센서 연결부에 저장된 모든 교정 데이터를 측정 기기로 자동으로 전달하여 Memosens 센서를 빠르게 교체할 때 관련 측정 공백이 전혀 발생하지 않아 다운타임을 최소한으로 줄일 수 있습니다.
관련 제품




관련 산업 및 용도







최신 블로그 포스트

3월 2025
Process Analytics
CondCheck 기능이 있는 전도도 센서 SE605H

7월 2024
Process Analytics
Hellma Spectroscopy Probes and Knick Retractable Fittings

7월 2024
Process Analytics
ACHEMA 2024의 인상

2월 2024
Process Analytics
Uniclean 700 Series - Modular control system for automated sensor cleaning

12월 2023
Company
|Interface Technology
|Process Analytics
Knick Austria - direct customer contact in Austria from 2024

4월 2023
Process Analytics
Robust WA111 Retractable Fitting Made of Plastic for Highly Corrosive Operating Conditions

4월 2023
Process Analytics
Successful joint project : Knick developed the special Ceramat WA 155 retractable fitting for optical probes from SOPAT

4월 2023
Process Analytics
pH and conductivity measurement in vaccine production

4월 2023
Process Analytics
Sturdy 2-Electrodes Conductivity Sensor SE625 with Coaxial Electrodes made of Titanium

1월 2023
Process Analytics
Sensor Adapter with Lock Function Enables Safe and Thorough Cleaning

11월 2022
Process Analytics
Up to six Sensors on one Transmitter Protos II 4400 via Modul MSU4400-180

8월 2022
Process Analytics
ACHEMA 2022 - Knick at the world forum for the process industry

6월 2022
Process Analytics
Combined pH- and ORP-Sensor SE555X/*-AMSN
4월 2022
Process Analytics
MemoTrans MT201N: Memosens 센서용 초소형 트랜스미터

2월 2022
Process Analytics
Profinet을 채택한 새로운 트랜스미터 Stratos Multi E461N

2월 2022
Process Analytics
ProgaLog 4000 PC - 파라미터 설정 도구

1월 2022
Process Analytics
Memosens 2.0: Evolution of digital data transfer

11월 2021
Process Analytics
SE655X 디지털 및 SE656X 디지털 - 방폭 인증을 받은 디지털 전도도 센서

11월 2021
Process Analytics
ILMAC 2021 in Basel - Trade Show Review by Knick Schweiz AG

10월 2021
Process Analytics
Stratos Multi E401X - 방폭 지역용 멀티 파라미터 트랜스미터

5월 2021
Process Analytics
EtherNet/IP에서 Stratos Multi E471을 사용한 공정의 최적화

5월 2021
Process Analytics
새 디지털 전도도 센서 SE656N

3월 2021
Process Analytics
Transmitter for the process industry with PROFINET module
 휴대용으로 사용할 수 있는 고품질의 침적식 피팅")
7월 2020
Process Analytics
(현장에서) 휴대용으로 사용할 수 있는 고품질의 침적식 피팅

7월 2020
Process Analytics
방폭 지역에서의 사용을 위한 전기 전도성이 있는 버전의

4월 2020
Process Analytics
액상 분석을 위한 새로운 지능형 멀티 파라미터 트랜스미터

2월 2018
Process Analytics
How to get the sensor into the process

4월 2017
Process Analytics
Powerful compact analyzer boosts performance while reducing costs

2월 2017
Process Analytics
High-Precision Conductivity Measurement at Extreme Temperature Differences

11월 2016
Process Analytics